






เครื่องกัดและกลึง 5 แกนพร้อมกัน 60P-C

ขอบเขตการจัดหา
ตารางฟังก์ชันอุปกรณ์เสริมมาตรฐาน (โปรดดูฟังก์ชันตัวควบคุมสำหรับส่วนควบคุมไฟฟ้า)
1.ตัวควบคุม Siemens 840DSL
2. หัวสวิงอเนกประสงค์ห้าแกนของแบรนด์ตัวเอง
3. แกนหมุนไฟฟ้า DGZX-24012/34B2-KFHWVJS
4. HSK-A63 ระบบเปลี่ยนเครื่องมืออัตโนมัติ 40 แมกกาซีน
5. ไดรฟ์สกรูบอลระบายความร้อนกลวง X/Y/Z
6. ลูกกลิ้งสไลด์เชิงเส้น (2 อันสำหรับแกน X/Y/Z) — BOSCH REXROTH
7. ไม้บรรทัดออปติกแบบปิดสนิทสามแกน X/Y/Z
8. อุปกรณ์ควบคุมอุณหภูมิกล่องไฟฟ้า
9. ตัวระบายความร้อนแกนหมุน
10. อุปกรณ์รีดเศษเหล็กแบบเกลียวและสายพานลำเลียงเศษเหล็กด้านหลังรถรีดเศษเหล็ก
11. น้ำจากแกนกลางของแกนหมุน ละอองน้ำรูปวงแหวน
12. เป่าลมเข้าที่กึ่งกลางแกนหมุน และเป่าลมเข้าไปในวงแหวน
13. พระจันทร์เสี้ยวมีแกน 5 แกนพ่นน้ำ และพระจันทร์เสี้ยวพ่นลม
14. ระบบล็อคนิรภัย 1 แบบสำหรับประตูหน้าและประตูข้าง
15. อุปกรณ์ระบายความร้อนแบบหมุนเวียนแกนหมุน
16. หลอดไฟฟลูออเรสเซนต์แบบกันน้ำ
17. อุปกรณ์สถานีไฮดรอลิก
18. ชุดหัววัดอินฟราเรด Renishaw OMP60
19. เครื่องเซ็ตเครื่องมือเลเซอร์ Renishaw
20. อุปกรณ์ป้อนน้ำมันหล่อลื่นอัตโนมัติแบบรวมศูนย์
21. การทำความสะอาดด้านปฏิบัติการปืนฉีดน้ำและอินเทอร์เฟซอากาศ
22. ระบบระบายความร้อนด้วยของเหลวตัด
23. แผ่นโลหะป้องกันแบบปิดสนิท
24. กล่องควบคุมการทำงาน
25.กล่องไฟมีเครื่องปรับอากาศ
26. พวงมาลัยอิเล็กทรอนิกส์ของซีเมนส์
27. สวิตช์ปลดแกนหมุนด้วยเท้า
28. แผ่นรองฐานและสลักยึดฐานราก
29. เครื่องมือปรับแต่งและกล่องเครื่องมือ
30. คู่มือทางเทคนิค
พารามิเตอร์
| แบบอย่าง | หน่วย | เอฟเอช60พี-ซี |
| การท่องเที่ยว | ||
| การเดินทางของแกน X | mm | 600 |
| การเคลื่อนที่ของแกน Y | mm | 800 |
| การเคลื่อนที่ของแกน Z | mm | 600 |
| ระยะห่างจากจมูกแกนหมุนถึงพื้นผิวโต๊ะทำงาน | mm | 150-750 |
| หัวกัดแนวนอน | mm | 30-630 |
| ความเร็วในการป้อน/เคลื่อนที่เร็ว | ม./นาที | 40 |
| แรงป้อน | KN | 10 |
| โต๊ะหมุน (แกน C) | ||
| ขนาดโต๊ะทำงาน | mm | Ø630 |
| โหลดสูงสุดของโต๊ะ (โรงสี) | kg | 2000 |
| โหลดสูงสุดของโต๊ะ (การหมุน) | kg | 1,000 |
| โต๊ะหมุน | รอบต่อนาที | 60 |
| โต๊ะกัด/กลึง (การกัดและกลึงแบบผสม) | รอบต่อนาที | 600 |
| มุมแยกขั้นต่ำ | ° | 0.001 |
| แบบอย่าง | หน่วย | เอฟเอช80พี-ซี |
| แรงบิดที่กำหนด | Nm | 807 |
| แรงบิดสูงสุด | Nm | 1430 |
| หัวกัดแบบสวิง CNC (แกน B) | ||
| ระยะสวิง (0=แนวตั้ง/180=ระดับ) | ° | -15~180 |
| ความเร็วในการเคลื่อนที่และการป้อนที่รวดเร็ว | รอบต่อนาที | 80 |
| มุมแยกขั้นต่ำ | ° | 0.001 |
| แรงบิดที่กำหนด | Nm | 743 |
| แรงบิดสูงสุด | Nm | 1320 |
| แกนหมุน (งานกัดและงานกลึง) | ||
| ความเร็วแกนหมุน | รอบต่อนาที | 12000 |
| กำลังของแกนหมุน | Kw | 34/42 |
| แรงบิดของแกนหมุน | Nm | 132/185 |
| แกนหมุนแบบเรียว |
| HSKA63 |
| ระยะห่างจากศูนย์กลางแกนหมุนถึง พื้นผิวรางนำลำแสง | mm | 1064.5 |
| แบบอย่าง | หน่วย | เอฟเอช60พี-ซี |
| นิตยสารเครื่องมือ | ||
| อินเทอร์เฟซเครื่องมือ |
| HSKA63 |
| ความจุของแม็กกาซีนเครื่องมือ | พีซีเอส | 40 |
| เส้นผ่านศูนย์กลาง/ความยาว/น้ำหนักสูงสุดของเครื่องมือ |
| Ø85/300/8 |
| สวิตช์เครื่องมือ(เครื่องมือไป) | S | 1.8 |
| เครื่องมือวัด | ||
| หัววัดอินฟราเรด | เรนซิชอว์ OMP60 | |
| เครื่องมือตรวจจับเครื่องมือในพื้นที่การประมวลผลการทำงาน |
| เรนซิชอว์ NC4F230 |
| ความสามารถในการประมวลผล |
|
|
| เส้นผ่านศูนย์กลางการเจาะสูงสุด (เหล็กขนาดกลาง) |
| Ø40 |
| เส้นผ่านศูนย์กลางการต๊าปสูงสุด (เหล็กปานกลาง) |
| เอ็ม24 |
| เส้นผ่านศูนย์กลางการกัดสูงสุด (เหล็กปานกลาง) |
| 250 |
| ความแม่นยำของตำแหน่ง (ISO230-2 และ VDI3441) | ||
| ความแม่นยำในการวางตำแหน่ง X/Y/Z | mm | 0.005 |
| ความแม่นยำในการกำหนดตำแหน่งซ้ำ X/Y/Z | mm | 0.004 |
| ความแม่นยำในการวางตำแหน่ง B/C |
| 8" |
| B/C ความแม่นยำในการวางตำแหน่งซ้ำ |
| 4" |
| แบบอย่าง | หน่วย | เอฟเอช80พี-ซี |
| ตัวควบคุมซีเอ็นซี |
|
|
| ระบบควบคุม |
| ซีเมนส์840D |
| คนอื่น |
|
|
| ความสูงของเครื่อง(เครื่องทั่วไป) | mm | 2985 |
| พื้นที่ที่ถูกครอบครองสำหรับเครื่องหลัก (กว้าง x ยาว) | mm | 4300x2600 |
| พื้นที่ที่ใช้เก็บแมกกาซีนเครื่องมือ (กว้าง x ยาว) | mm | 2100x1250 |
| พื้นที่ที่ใช้สำหรับสายพานลำเลียงชิป (กว้าง x ยาว) | mm | 3070x1065 |
| พื้นที่ที่ใช้สำหรับถังเก็บน้ำ (กว้าง x ยาว) | mm | 1785x1355 |
| พื้นที่ครอบครองรวมทั้งหมดต่อเครื่องจักรทั้งหมด (กว้าง x ยาว) | mm | 5200x3550 |
| น้ำหนักเครื่อง | Kg | 15000 |
เครื่องจักร CNCผู้ควบคุม
| ระบบควบคุม | Siemens 840DSL (มอเตอร์และไดรฟ์) | ||
| จำนวนแกนควบคุม | การกลึงแบบกัดพร้อมกัน 5 แกน (แกน NC + แกนหมุน, แกน BC) | ||
| ควบคุมพร้อมกัน 5 แกน การกัดพร้อมการกลึงพร้อมกัน | แกนการวางตำแหน่ง | มาตรฐาน X, Y, Z, B, C | |
| การสอดแทรก | เส้นตรง | แกน X, Y, Z, B, C (สามารถชดเชยแกน X, Y, Z, B, C ได้) | |
| ส่วนโค้ง | แกน X, Y, Z, B, C (สามารถชดเชยแกน X, Y, Z, B, C ได้) | ||
| หน่วยคำสั่งขั้นต่ำ | 0.001ไมโครเมตร | ||
| หน่วยควบคุมขั้นต่ำ | 0.1นาโนเมตร | ||
| แสดง | 19แอลซีดี | ||
| มอเตอร์ | ความสามารถในการโอเวอร์โหลดสามเท่าด้วยตัวเข้ารหัสแบบสัมบูรณ์ (ตำแหน่งตัวเข้ารหัสจะไม่สูญหาย) | ||
| ฟังก์ชั่นการสื่อสารภายนอก | อินเทอร์เฟซอีเทอร์เน็ตและ RS232C | ||
| โหมดการทำงาน | MDI, อัตโนมัติ, แมนนวล, พวงมาลัย, ต้นกำเนิด (แน่นอน), REPOS | ||
| ตามโปรแกรม | โปรแกรมแก้ไขภาษา ISO ออนไลน์ | ||
| ความจุในการจัดเก็บโปรแกรม PLC สูงสุด | 2048KB | ||
| ฟังก์ชั่นการสอดแทรก | เส้นตรง วงกลมผ่านจุดศูนย์กลาง เกลียว พื้นผิวละเอียด การตั้งค่าความเร็วสูง ฯลฯ | ||
| จำนวนออฟเซ็ตเครื่องมือ | 512 กลุ่ม | ||
| การขยายภาพด้วยวงล้อหมุน | 0.1/0.01/0.001มม. | ||
| การตั้งค่าขั้นต่ำและการเคลื่อนย้ายหน่วย | 1 ไมโครเมตร/X,Y,Z | ||
| การบันทึกข้อมูล | ข้อมูลหน่วยความจำจะไม่สูญหายเมื่อปิดเครื่อง | ||
| อัตราการป้อน | 0%-150% | ||
| การขยายภาพไปข้างหน้าอย่างรวดเร็ว | 0%-100% | ||
| อินเทอร์เฟซอินพุตและเอาท์พุต | อินเทอร์เฟซอีเทอร์เน็ตและ RS232C, การ์ด CF, การสำรองข้อมูลแบบ USB | ||
| ภาษาที่แสดง | ภาษาจีนและภาษาอังกฤษ | ||
ปริมาณการกำหนดค่ามาตรฐาน
| No | ชื่ออุปกรณ์เสริม | หน่วย | ปริมาณ |
| 1 | สวิตซ์ควบคุมเท้า | ชุด | 1 |
| 2 | กลไกการยึดแบบไฮดรอลิก | ชุด | 1 |
| 3 | อุปกรณ์หล่อลื่นแบบรวมศูนย์ | ชุด | 1 |
| 4 | ระบบระบายความร้อน | ชุด | 1 |
| 5 | โคมไฟทำงาน | ชุด | 1 |
| 6 | ไฟสามสี | ชุด | 1 |
| 7 | สะพานแนวนอน | ชิ้น | 1 |
| 8 | การยึดเครื่องมือเครื่องจักร | ชุด | 1 |
| 9 | แพ็คเกจเครื่องมือมาตรฐาน | ชุด | 1 |
| 10 | ล็อคประตูรักษาความปลอดภัย | ชุด | 1 |
| 11 | ชุดรองพื้น | ชุด | 1 |
| 12 | ติดตั้งเครื่องมือปรับแต่ง | ชุด | 1 |
| 13 | การแตะแบบแข็งและการวางตำแหน่งแกนหมุนหลายจุด | ชุด | 1 |
| 14 | สกรูคอนเวเยอร์และเครื่องกำจัดเศษโลหะอัตโนมัติ | ชุด | 1 |
| 15 | ระบบไฮดรอลิกมาตรฐาน | ชุด | 1 |
การกำหนดค่าชิ้นส่วนการเอาท์ซอร์ส
| ชื่ออุปกรณ์เสริมหลัก | ต้นทาง | ยี่ห้อ | หมายเหตุ |
| ระบบซีเอ็นซี | ประเทศเยอรมนี | ซีเมนส์ | ซีเมนส์ 840DSL |
| มอเตอร์แกนหมุน | จีน | ห่าวจือ |
|
| มอเตอร์เซอร์โวแกน X, Y, Z | ประเทศเยอรมนี | ซีเมนส์ |
|
| แกนหมุน | การร่วมทุน | แบรนด์ของตัวเอง | ใช้ตลับลูกปืน FAG ของเยอรมัน |
| ตลับลูกปืนแกนหมุน | ประเทศเยอรมนี | แฟก |
|
| ตลับลูกปืนเกลียว | ประเทศเยอรมนี | แฟก |
|
| ไกด์เชิงเส้น | ประเทศเยอรมนี | เร็กซ์โรธ | ความแม่นยำระดับสูง |
| บอลสกรูแท่ง | ไต้หวัน | ไฮวิน | เกรดการเจียร C3 |
| ส่วนประกอบไฮดรอลิก | จีน | แบรนด์ของตัวเอง |
|
| ระบบหล่อลื่นอัตโนมัติ | จีน | โปรตอน |
|
| ระบบระบายความร้อน | จีน | แบรนด์ของตัวเอง |
|
| ระบบไฟแสงสว่าง | จีน | โอเว่น |
|
| ไฟเตือน | จีน | โอเว่น |
|
| ไฟฟ้า | ฝรั่งเศส เยอรมนี | ชไนเดอร์/ซีเมนส์ |
|
| การป้องกันห่วงโซ่พลังงาน | จีน | จุนฮง |
|
| สายเคเบิลควบคุม | ประเทศเยอรมนี | เลปูร์นานี |
|
ข้อมูลจำเพาะเครื่องจักรหลัก | การกำหนดค่าโครงสร้างแข็งที่เหมาะสมที่สุด
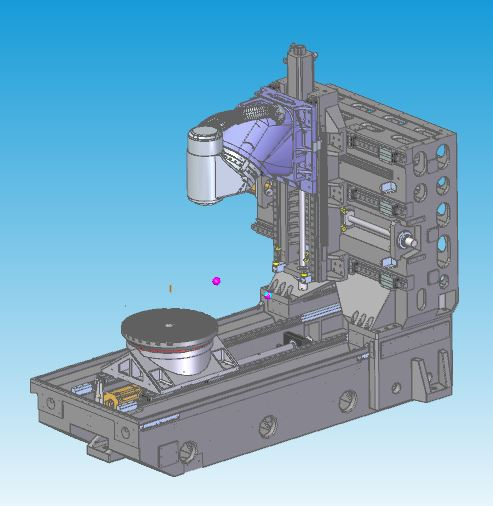
คุณลักษณะการออกแบบ | การออกแบบการวิเคราะห์การหล่อลวดเชิงกลที่ดีที่สุด
โครงสร้างการหล่อแบบเทอร์โมสมมาตรชนิดกล่องเต็ม ใช้เหล็กหล่อเกรดสูง Meehanna
การปรับปรุงสภาพและการบ่มตามธรรมชาติเพื่อขจัดความเครียดภายใน
การสั่นสะเทือนความถี่ธรรมชาติของโครงสร้างช่วยขจัดความเครียดในการประมวลผลวัสดุ
การออกแบบเสาที่มีความแข็งแกร่งสูงในพื้นที่ขนาดใหญ่พร้อมผนังเต็มผนัง ช่วยปรับปรุงความแข็งแกร่งและความแม่นยำแบบสถิตและแบบไดนามิกได้อย่างมีประสิทธิภาพ
สกรูระบายความร้อนกลวงสามแกน
หัวกัดแบบสวิง CNC (แกน B)


ลักษณะพิเศษของการออกแบบ
โซ่ส่งกำลังแบบศูนย์ของมอเตอร์ DD ในตัวไม่มีการออกแบบการตีกลับ
ลักษณะการเร่งความเร็วสูง
ช่วงสั้นที่สุดระหว่างปลายเครื่องมือของแกนหมุนและจุดรองรับโครงสร้างทำให้มีความแข็งแรงสูงสุดในการตัด
ตลับลูกปืน YRT ที่ใหญ่ขึ้นช่วยเพิ่มความแข็งแกร่ง
ติดตั้งระบบวัดตัวเข้ารหัสหมุนที่มีความแม่นยำสูงของ HEIDENHAIN พร้อมการควบคุมแบบวงปิดเต็มรูปแบบเพื่อให้มั่นใจถึงความแม่นยำสูงสุด
การออกแบบระบบระบายความร้อนแกนหมุนและแกน B เพื่อลดการถ่ายเทความร้อน
โต๊ะหมุน (แกน C)

ลักษณะพิเศษของการออกแบบ
โซ่ส่งกำลังแบบศูนย์ของมอเตอร์ DD ในตัวไม่มีการออกแบบการตีกลับ
ลักษณะการตอบสนองการเร่งความเร็วและการชะลอความเร็วที่สูง
ตลับลูกปืน YRT ที่ใหญ่ขึ้นช่วยเพิ่มความแข็งแกร่ง
แรงบิดขับเคลื่อนที่ได้รับการจัดอันดับสูง การจัดตำแหน่งและการประมวลผลด้วยอุปกรณ์จัดตำแหน่งและการยึดโต๊ะ
ตอบสนองความต้องการการประมวลผลสองแบบ ได้แก่ การกัดและการกัด-กลึง ลดการจัดการชิ้นงานและปรับปรุงความแม่นยำของผลิตภัณฑ์
ติดตั้งระบบวัดตัวเข้ารหัสหมุนที่มีความแม่นยำสูงของ HEIDENHAIN พร้อมการควบคุมแบบวงปิดเต็มรูปแบบเพื่อให้มั่นใจถึงความแม่นยำสูงสุด
การออกแบบระบบทำความเย็นเพื่อลดการถ่ายเทความร้อน
ที่ตั้งเครื่องมือแบบยกได้

ลักษณะพิเศษของการออกแบบ
ติดตั้งเครื่องมือตั้งค่าเลเซอร์แบบไม่สัมผัส Ransishaw NC4F230 เพื่อความแม่นยำที่สูงขึ้น
การตั้งค่าเครื่องมืออัตโนมัติบนเครื่องจักร อัพเดทการชดเชยเครื่องมืออัตโนมัติ
อุปกรณ์ตั้งค่าเครื่องมือสามารถยกขึ้นและลดลงเพื่อประหยัดพื้นที่ของพื้นผิวการประมวลผล
การออกแบบแผ่นโลหะที่ปิดสนิทช่วยปกป้องเครื่องมือจากน้ำและตะไบเหล็กระหว่างการประมวลผล
หัววัดอินฟราเรด
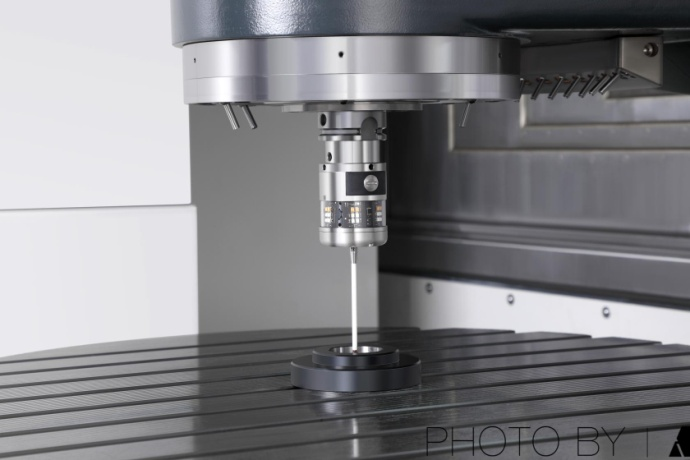
ลักษณะพิเศษของการออกแบบ
ติดตั้งด้วยหัววัดสัมผัสแบบออปติคอล Ransishaw OMP60
การจัดตำแหน่งชิ้นงานและการตรวจสอบขนาดบนเครื่องจักร ลดข้อผิดพลาดในการตรวจสอบด้วยมือ ปรับปรุงความแม่นยำของผลิตภัณฑ์และประสิทธิภาพการประมวลผล
ประหยัดเวลาช่วยเหลือบนเครื่องจักรได้ถึง 90%
แผ่นโลหะป้องกันความปลอดภัย
หมวดหมู่สินค้า
-

เครื่องกัดแนวตั้ง CNC และเครื่องจักรคอมโพสิต...
-

ศูนย์เครื่องจักรกลซีเอ็นซีความเร็วสูงซีรีส์ GM
-

เครื่องกัด CNC ความเร็วสูงซีรีส์ GT
-

เครื่องกลึงซีเอ็นซีแกนคู่ SK32
-

ศูนย์เครื่องจักรกลแนวตั้ง CNC RFTV510 สำหรับเครื่...
-

ศูนย์เครื่องจักรกลแนวตั้ง CNC ซีรีย์ RFMV สำหรับ W...
-

เครื่องกลึงแนวตั้ง CNC RFCL63V/D สำหรับดุมล้อ
-

เครื่องกลึงแนวนอน CNC ซีรีส์ RFCP สำหรับดุมล้อ
-

เครื่องจักรเฉพาะสำหรับเพลาข้อเหวี่ยง HG40/50QZ
-

เครื่องกลึงและเจียร CNC เฉพาะรุ่น HGQM-01
-

เครื่องจักรเฉพาะสำหรับมู่เล่ HG40/50L
-

เครื่องจักรเฉพาะสำหรับเพลาล้อหลัง HGZK-06