BOSM -6010 เครื่องกัดคว้านหัวตรงข้าม
1. การใช้งานเครื่อง:
BOSM- 6000* 1000 เครื่องคว้านและเครื่องกัด CNC แบบคานคงที่แบบเสาคู่แบบหัวต่อหัวเป็นเครื่องมือเครื่องจักรพิเศษสำหรับการประมวลผลแขน/แท่งขุด หมอนสามารถรับรู้ถึงการประมวลผลชิ้นงานอย่างรวดเร็ว สามารถเจาะ กัด และเจาะชิ้นงานได้ภายในช่วงระยะชักที่มีประสิทธิภาพ ชิ้นงานสามารถประมวลผลได้ในคราวเดียว (ไม่จำเป็นต้องมีการหนีบรอง) ความเร็วในการโหลดและการขนถ่าย รวดเร็ว ความเร็วในการระบุตำแหน่งรวดเร็ว และความแม่นยำในการประมวลผลสูง สูง ประสิทธิภาพการประมวลผลสูง
2.เครื่องจักร โครงสร้างคุณสมบัติ:
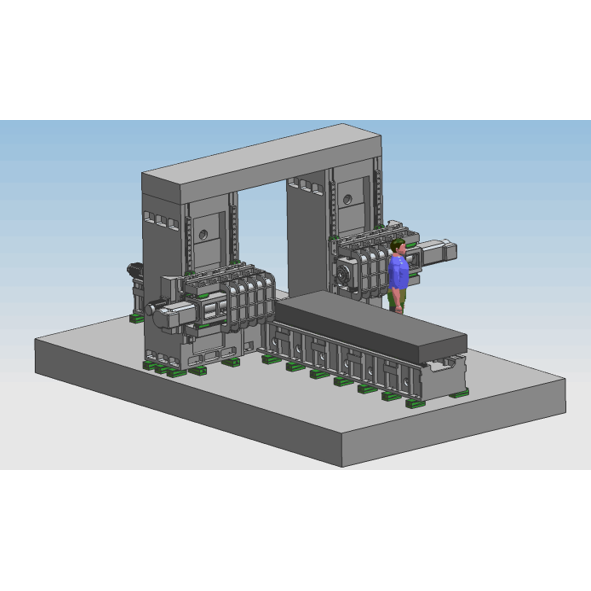
ส่วนประกอบหลักของเครื่องมือกล: เตียง โต๊ะทำงาน คอลัมน์ซ้ายและขวา คาน คานเชื่อมต่อโครงสำหรับตั้งสิ่งของ อานม้า แกะ ฯลฯ ชิ้นส่วนขนาดใหญ่ทำจากการปั้นทรายเรซิน การหล่อเหล็กสีเทาคุณภาพสูง 250 อบอ่อนในร้อน หลุมทราย → อายุการสั่นสะเทือน → การรักษาความร้อน การหลอมเตา → อายุการสั่นสะเทือน → การตัดเฉือนหยาบ → อายุการสั่นสะเทือน → การหลอมเตาร้อน → อายุการสั่นสะเทือน → การตกแต่ง ขจัดความเครียดเชิงลบของชิ้นส่วนอย่างสมบูรณ์ และรักษาประสิทธิภาพของชิ้นส่วนให้คงที่ เตียงคงที่ เสาซ้ายและขวา โครงสำหรับตั้งสิ่งของ และโต๊ะทำงาน มันมีฟังก์ชั่นของการกัด, เจาะ, เจาะ, เคาเตอร์ซิงค์, การต๊าป ฯลฯ วิธีการระบายความร้อนของเครื่องมือคือการระบายความร้อนภายนอก เครื่องมือกลประกอบด้วยแกนป้อน 5 แกน ซึ่งสามารถรับรู้การเชื่อมโยง 4 แกนและการทำงานเดี่ยว 5 แกน มีหัวจ่ายไฟ 2 หัว แกนของเครื่องมือกลและหัวกำลังแสดงอยู่ในภาพด้านล่างX


2.1.โครงสร้างหลักของส่วนป้อนการส่งผ่านแนวแกน
2.1.1.แกน X:โต๊ะทำงานหมุนไปด้านข้างตามแนวรางของเตียงตายตัว
ตัวขับเคลื่อน X 1 แกน: เซอร์โวมอเตอร์ AC พร้อมตัวลดดาวเคราะห์ที่มีความแม่นยำสูงขับเคลื่อนด้วยบอลสกรูเพื่อขับเคลื่อนการเคลื่อนที่ของโต๊ะทำงานเพื่อให้ทราบถึงการเคลื่อนที่เชิงเส้นของแกน X
รูปแบบรางนำ: วางรางนำเชิงเส้นที่มีความแม่นยำสูงสองราง
2.1.2 แกน Z1:หัวจ่ายกำลังและอานได้รับการติดตั้งในแนวตั้งที่ด้านหน้าของเสา และสลับขึ้นและลงตามรางนำของคอลัมน์
การส่งผ่านแกน Z1: เซอร์โวมอเตอร์ AC และล้อซิงโครนัสใช้ในการขับเคลื่อนบอลสกรูเพื่อขับเคลื่อนอานเพื่อให้ทราบถึงการเคลื่อนที่เชิงเส้นของแกน Z
2.1.3 แกน Z2:หัวจ่ายกำลังและอานได้รับการติดตั้งในแนวตั้งที่ด้านหน้าของเสา และสลับขึ้นและลงตามรางนำของคอลัมน์
การส่งผ่านแกน Z2: เซอร์โวมอเตอร์ AC และล้อซิงโครนัสใช้ในการขับเคลื่อนบอลสกรูเพื่อขับเคลื่อนอานเพื่อให้ทราบถึงการเคลื่อนที่เชิงเส้นของแกน Z
2.1.4 แกน Y1:อานหัวไฟฟ้าได้รับการติดตั้งในแนวตั้งที่ด้านหน้าของคอลัมน์ด้านขวา และสลับไปทางซ้ายและขวาตามแนวรางนำของคอลัมน์
การส่งผ่านแกน Y1: เซอร์โวมอเตอร์ AC พร้อมตัวลดดาวเคราะห์ที่มีความแม่นยำสูงใช้ในการขับเคลื่อน ram เพื่อเคลื่อนที่ผ่านบอลสกรูเพื่อให้ทราบถึงการเคลื่อนที่เชิงเส้นของแกน Y1
2.1.5 แกน Y2:อานหัวเพาเวอร์ได้รับการติดตั้งในแนวตั้งที่ด้านหน้าของคอลัมน์ด้านขวา และสลับไปทางซ้ายและขวาตามแนวรางนำของคอลัมน์
การส่งผ่านแกน Y2: มอเตอร์เซอร์โว AC พร้อมตัวลดดาวเคราะห์ที่มีความแม่นยำสูงใช้ในการขับเคลื่อน ram เพื่อเคลื่อนที่ผ่านบอลสกรูเพื่อให้ทราบถึงการเคลื่อนที่เชิงเส้นของแกน Y2
2.2.ทิศทางการเคลื่อนที่ของหัวกำลังเจาะและกัด (รวมถึงหัวกำลัง 1 และ 2) ใช้โครงสร้างแรมสี่เหลี่ยมซึ่งเป็นวิธีรางนำแบบรวมลวดแข็งที่ทันสมัยที่สุด รางแข็งล้อมรอบด้วยส่วนรองรับที่แข็งแกร่ง รางนำลูกกลิ้งเชิงเส้น 4 อัน คู่ถูกนำทางและไดรฟ์ใช้มอเตอร์เซอร์โว AC ขับเคลื่อนสายพานซิงโครนัส (i = 2) และการส่งบอลสกรูที่มีความแม่นยำ หัวกำลังใช้มอเตอร์เซอร์โวเพื่อชะลอความเร็วผ่านสายพานซิงโครนัสและล้อซิงโครนัสซึ่งนำทางโดยความแม่นยำสำหรับงานหนัก จับคู่รางนำและขับเคลื่อนบอลสกรูแนวตั้งเพื่อหมุนโดยตระหนักถึงหัวกำลังทำการเคลื่อนที่ในแนวตั้งขึ้นและลงและติดตั้งแถบสมดุลไนโตรเจนเพื่อลดความสามารถในการแบกของหัวเครื่องบนสกรูและเซอร์โวมอเตอร์ มอเตอร์แกน Z มีฟังก์ชันเบรกอัตโนมัติ ในกรณีที่ไฟฟ้าดับระบบเบรกอัตโนมัติจะยึดเพลามอเตอร์ไว้แน่น เพื่อไม่ให้หมุนได้ เมื่อทำงานเมื่อดอกสว่านไม่สัมผัสชิ้นงานก็จะป้อนเร็ว เมื่อดอกสว่านสัมผัสกับชิ้นงาน มันจะสลับไปที่ฟีดการทำงานโดยอัตโนมัติ เมื่อดอกสว่านทะลุชิ้นงาน มันจะสลับเป็นการกรอกลับอย่างรวดเร็วโดยอัตโนมัติ เมื่อปลายดอกสว่านออกจากชิ้นงานและถึงตำแหน่งที่ตั้งไว้ โต๊ะทำงานจะย้ายไปยังตำแหน่งรูถัดไปเพื่อให้เกิดการหมุนเวียนอัตโนมัติ หัวจ่ายไฟใช้การผสมผสานระหว่างสายไฟและรางแข็ง ซึ่งไม่เพียงแต่รับประกันความเร็วการทำงานของอุปกรณ์ แต่ยังช่วยเพิ่มความแข็งแกร่งของอุปกรณ์อย่างมากอีกด้วย และสามารถตระหนักถึงการทำงานของการเจาะรูตัน การกัด การลบมุม การหักเศษ การขจัดเศษอัตโนมัติ ฯลฯ ซึ่งช่วยเพิ่มประสิทธิภาพการผลิต

(หัวไฟซ้าย)
2.3. การถอดชิปและการระบายความร้อน
มีสายพานลำเลียงชิปแบบโซ่เกลียวและแบบแบนติดตั้งอยู่ที่ด้านล่างโต๊ะทำงานทั้งสองด้าน และชิปสามารถถูกปล่อยโดยอัตโนมัติไปยังสายพานลำเลียงชิปที่ส่วนท้ายโดยใช้แผ่นเกลียวและโซ่สองขั้นตอนเพื่อให้เกิดการผลิตที่มีอารยธรรม มีปั๊มทำความเย็นอยู่ในถังน้ำหล่อเย็นของสายพานลำเลียงชิป ซึ่งสามารถใช้สำหรับระบายความร้อนภายนอกของเครื่องมือเพื่อให้มั่นใจถึงประสิทธิภาพการเจาะและอายุการใช้งานของสว่าน และสามารถนำสารหล่อเย็นกลับมาใช้ใหม่ได้
3.ระบบควบคุมตัวเลขดิจิตอลเต็มรูปแบบ:
3.1.ด้วยฟังก์ชันการหักเศษ คุณสามารถตั้งค่าเวลาการหักเศษและรอบการหักเศษบนอินเทอร์เฟซระหว่างคนกับเครื่องจักรได้
3.2.ด้วยฟังก์ชันการยกเครื่องมือ คุณสามารถตั้งค่าความสูงในการยกเครื่องมือบนอินเทอร์เฟซระหว่างคนกับเครื่องจักรได้ เมื่อการเจาะถึงระดับความสูงนี้ ดอกสว่านจะถูกยกขึ้นไปที่ด้านบนของชิ้นงานอย่างรวดเร็ว จากนั้นเศษก็จะถูกโยนทิ้งไป จากนั้นจึงส่งต่ออย่างรวดเร็วไปยังพื้นผิวการเจาะและแปลงเป็นงานโดยอัตโนมัติ
3.3.กล่องควบคุมการทำงานแบบรวมศูนย์และหน่วยมือถือใช้ระบบควบคุมเชิงตัวเลข และติดตั้งอินเทอร์เฟซ USB และจอแสดงผลคริสตัลเหลว LCD เพื่ออำนวยความสะดวกในการเขียนโปรแกรม การจัดเก็บ การแสดงผล และการสื่อสาร อินเทอร์เฟซการทำงานมีฟังก์ชันต่างๆ เช่น บทสนทนาระหว่างคนกับเครื่องจักร การชดเชยข้อผิดพลาด และการเตือนอัตโนมัติ
3.4.อุปกรณ์นี้มีหน้าที่ในการดูตัวอย่างและตรวจสอบตำแหน่งรูอีกครั้งก่อนดำเนินการ และการทำงานสะดวกมาก
4- หล่อลื่นอัตโนมัติ
คู่รางนำทางเชิงเส้นที่มีความแม่นยำของเครื่องมือเครื่องจักร คู่บอลสกรูที่มีความแม่นยำ และคู่การเคลื่อนที่ที่มีความแม่นยำสูงอื่นๆ นั้นมาพร้อมกับระบบหล่อลื่นอัตโนมัติ ปั๊มหล่อลื่นอัตโนมัติจะส่งแรงดันน้ำมันออกมา และห้องน้ำมันหล่อลื่นเชิงปริมาณจะเข้าสู่น้ำมัน หลังจากที่ห้องเก็บน้ำมันเต็มไปด้วยน้ำมัน เมื่อความดันของระบบเพิ่มขึ้นเป็น 1.4-1.75Mpa สวิตช์ความดันในระบบจะปิด ปั๊มจะหยุด และวาล์วขนถ่ายจะถ่ายออกในเวลาเดียวกัน เมื่อแรงดันน้ำมันบนถนนลดลงต่ำกว่า 0.2Mpa สารหล่อลื่นเชิงปริมาณจะเริ่มเติมจุดหล่อลื่นและเติมน้ำมันครบหนึ่งครั้ง เนื่องจากการจ่ายน้ำมันที่แม่นยำของหัวฉีดน้ำมันเชิงปริมาณและการตรวจจับแรงดันของระบบ การจ่ายน้ำมันจึงมีความน่าเชื่อถือ ทำให้มั่นใจได้ว่ามีฟิล์มน้ำมันอยู่บนพื้นผิวของจลนศาสตร์แต่ละคู่ ลดแรงเสียดทานและการสึกหรอ และป้องกันความเสียหาย โครงสร้างภายในที่เกิดจากความร้อนสูงเกินไป เพื่อรับรองความถูกต้องและอายุการใช้งานของเครื่องมือกล เมื่อเทียบกับรางเลื่อนคู่รางคู่รางเลื่อนเชิงเส้นที่ใช้ในเครื่องมือกลนี้มีข้อดีหลายประการ:
1.ความไวในการเคลื่อนไหวสูง ค่าสัมประสิทธิ์แรงเสียดทานของรางนำกลิ้งมีขนาดเล็ก เพียง 0.0025~0.01 และกำลังขับลดลงอย่างมาก ซึ่งเทียบเท่ากับ 1/10 ของเครื่องจักรธรรมดาเท่านั้น
2 ความแตกต่างระหว่างแรงเสียดทานแบบไดนามิกและแบบสถิตมีขนาดเล็กมากและประสิทธิภาพการติดตามผลนั้นยอดเยี่ยม กล่าวคือ ช่วงเวลาระหว่างสัญญาณการขับขี่และการกระทำทางกลนั้นสั้นมาก ซึ่งเอื้อต่อการปรับปรุงความเร็วการตอบสนองและความไวของ ระบบควบคุมเชิงตัวเลข
3. เหมาะสำหรับการเคลื่อนที่เชิงเส้นด้วยความเร็วสูง และความเร็วทันทีนั้นสูงกว่ารางเลื่อนประมาณ 10 เท่า
④ สามารถรับรู้การเคลื่อนไหวที่ไม่มีช่องว่างและปรับปรุงความแข็งแกร่งในการเคลื่อนไหวของระบบกลไก
⑤ผลิตโดยผู้ผลิตมืออาชีพ มีความแม่นยำสูง คล่องตัวดี และบำรุงรักษาง่าย

5- สภาพแวดล้อมการใช้งานเครื่อง:
แหล่งจ่ายไฟ: AC380V สามเฟส ± 10% , 50Hz ± 1 อุณหภูมิแวดล้อม: 0 ° ~ 45 °
ห้า พารามิเตอร์ทางเทคนิคหลัก:


| แบบอย่าง | บอสเอ็ม4014 | |
| ขนาดชิ้นงานการประมวลผลสูงสุด | ยาว × กว้าง × สูง (มม.) 4000 × 1600 × 1,000 | |
| ฟีดสูงสุดของโครงสำหรับตั้งสิ่งของ | ความกว้าง (มม.) | 2300 |
| ขนาดโต๊ะทำงาน | ยาว X กว้าง (มม.) | 4000*1400 |
|
หัวเจาะแบบแรมแนวนอน พลังหัวหนึ่งสอง
| ปริมาณ (2) | 2 |
| แกนเรียว | 50 บาท | |
| เส้นผ่านศูนย์กลางการเจาะ (มม.) | Φ2-Φ60 | |
| เส้นผ่านศูนย์กลางการต๊าป (มม.) | M3-M30 | |
| เส้นผ่านศูนย์กลางแผ่นดิสก์คัตเตอร์มิลลิ่ง (มม.) | 300 | |
| ความเร็วแกนหมุน (รอบ/นาที) | 30~6000 | |
| กำลังมอเตอร์เซอร์โวแกนหมุน (กิโลวัตต์) | 37 | |
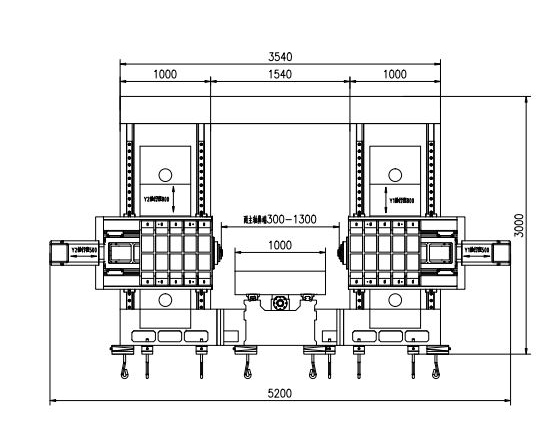
| ระยะห่างของแกนหมุนจากศูนย์กลางโต๊ะ (มม.) | 650-1150 | |
| จังหวะซ้ายและขวาของแรมตัวเดียว (มม.) | 500 | |
| ระยะห่างระหว่างศูนย์กลางของ ram และระนาบของโต๊ะ (มม.) | 200-1400 | |
| ระยะชักขึ้นและลง (มม.) | 1200 | |
| การทำซ้ำ | 300 มม.* 300 มม | ±0.02 |
| ขนาดเครื่องมือกล | ยาว × กว้าง × สูง (มม.) | ตามภาพวาด |
| น้ำหนักรวม (t) | (ประมาณ) 36 | |

พารามิเตอร์ข้างต้นเป็นพารามิเตอร์การออกแบบเบื้องต้น ในการออกแบบจริง อาจมีการเปลี่ยนแปลงตามความต้องการในการประมวลผลของชิ้นงานและข้อกำหนดการออกแบบของเครื่องมือกล เพื่อให้เป็นไปตามข้อกำหนดของชิ้นส่วนในการประมวลผลของบริษัทของคุณ